一冷弯法一般用折弯机多次滚动成型,缺点是1钢管直径受限制,一般只能在1CM5CM之间 2如弯度太小,容易出现钢管直径变形 二热弯法不锈钢管里灌沙子,添满,高温热处理拉弯,这种方法最理想缺点是成本太。
不锈钢精密薄壁管的弯管加工主要有以下几个步骤1预处理在进行弯管加工之前,需要对不锈钢精密薄壁管进行一系列的预处理操作,包括清洁去毛刺润滑等这些预处理操作可以确保弯管加工的顺利进行,并提高弯管的质量和精度。

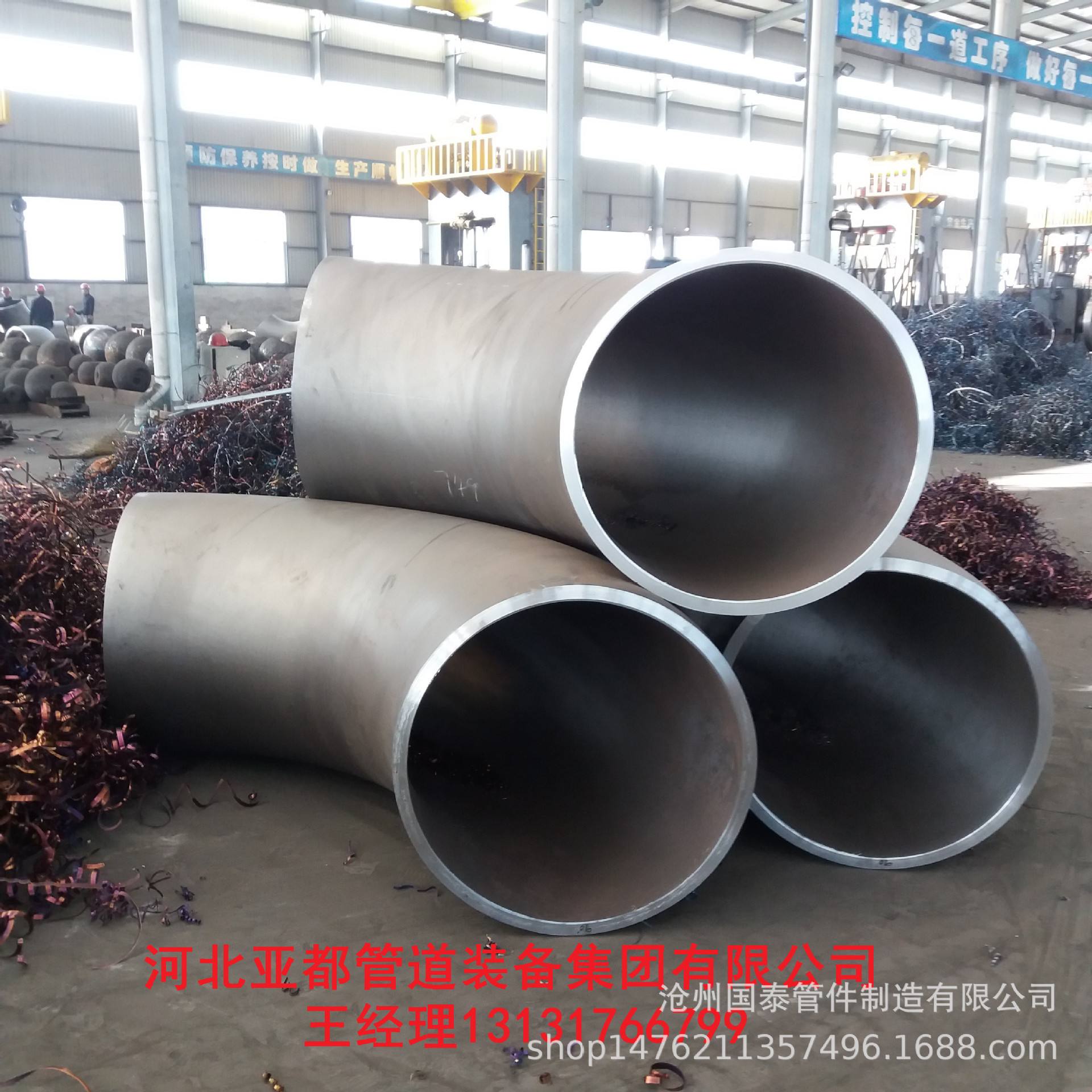
按钢管轴线45度切开,对焊即可弯头是改变管路方向的管件按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头弯头的材料有铸铁不锈钢合金钢可锻铸铁碳钢有色金属及塑料。
镀锌钢管弯曲的方法要使用液压弯管机弯曲,在弯曲前,要考虑弯头的长度先套丝后弯曲,镀锌钢管必须是国标的,否则很容易瘪掉的镀锌钢管分为冷镀锌钢管热镀锌钢管,冷镀锌钢管已被禁用,后者还被国家提倡暂时能使用六七。
弯盘加工用弯曲机器肯定可以的,就是把材料通过弯曲后进行叠层或者变大,类似于下图的叠层。
弯头弯管采用地规钢直尺等直接在拼接好的钢板上放样,由专业施工员,质量员或技术负责人检查无误后,方可下料2 B 钢板拼接及下料据设计要求,结合现场实际情况,制作钢管的钢板全部采用定尺钢板,长宽边均留有。
那是因为放外面或里面会裂开的,弯管时会把管子拉绅。
先按无缝管外径圆弧车几个滚轮,然后将滚轮坚固的固定在铁板上,将铁管里灌满砂,两端用木塞子赛好后防滚轮上,需要弯曲的位置用火焰加热后进行弯曲不弯曲是不那么好弯的,需要力量太大,但180°行不行要你试验,怕。








评论列表